Moulding. Part 3
Description
This section is from the "The Construction Of The Modern Locomotive" book, by George Hughes. Also see Amazon: The Construction Of The Modern Locomotive.
Moulding. Part 3
Fig. 187 is a sectional elevation on a plane at right angles with the face of the flange forming the junction with the boiler, the section being taken through the water and overflow cocks, and the axis of the nozzles of the injector. Fig. 187a is a sectional elevation on a plane parallel with the face of the flange, transverse to the axin of the steam and delivery cocks, and showing the nozzles of the injector in ample elevation. Within the flange, by means of which the injector is secured to the boiler, there are two passages, that marked "steam" being in communication with the steam spaces of the boiler, and that marked "feed" being connected with a pipe, the open end of which delivers the water in the required part of the boiler. The steam valve 2718 has a circular cham. ber 2720 or 2730, as the case may be, and stuffing gland 2721, This steam valve may either have a single seat, as shown, or double, the latter case being especially adapted for the use of steam for other purposes such as the vacuum brake ejector, and steam sanding arrangements. When the spindle is screwed out to its full exsent the steam has access to the casing of the injector only, that part enclosing the nozzles being shut off by the steam valve coming upon its back seating. The pattern 2722 is only required in the latter case, and is to prevent the spindel from being screwed so for as to bring the valve close against its seating, and thus shutting the steam from the boiler entirely off from the injector casing, including the cones, also giving latitude for regulating the steam within the limit fixed by the arm 2722. 2719 is the stop valve in its casing 2724, having a square nut 2723 which closes, when required, communication with the boiler. The back of this valve is also faced, so that when screwed back to its full extent, as it should be when properly at work, it will come against its back seating, and prevent all water and steam passing through the stuffing-box. The casing 2710 receives the steam nozzle or cone 2715, the combining cone 2714, and the delivery cone 2713, all of which are screwed in water-tight joints. The latter, 2713, is prepared to receive the wing cone 2716, or top portion of the combining cone, and in the position shown there is a free outlet for overflow, which passes through the core A, but when the jet is established the overflow ceases. The whole of the cones are inserted by the opening caused by the removal of the injector lid 2711. The steam from the boiler passes through the core C, and the cone 2715, it then meets the Water which enters through the core B, at the combining cone 2714, passes through the wing cone 2716, and is delivered by 2713 into the cavity which communicates by the core A with the core D. The back-pressure valve 2717 closes when the jet ceases, and the water is led through the feed portion of the flange into the boiler. Suitable means are devised by which all hot condensed steam from leakage of valves is allowed to drain away as it is formed, thus keeping the injector and pipes free from hot water when not at work, so that the injector will start promptly when required. The cap 2712, Fig. 187a, has been removed, and a small push valve substituted, so that in the event of the back pressure valve 2717 sticking, this small push valve can be actuated by the thumb and the valve 2717 released.

Fig. 187.
Fig. 188.
Fig. 189.
Fig. 190.
Fig. 191.
Fig. 192.
Fig. 193.
Fig. 195.
Fig. 196.
Fig. 197.

Fig. 198.
Fig. 199.
Fig. 200.
Fig. 201.
Fig. 202.
Fig. 203.

Fig. 204.
Fig. 205.
Fig. 208.

In moulding, those portions of the pattern marked B C D are placed upon a turnover board, the flange D being uppermost. The box is then rammed up, a few long nails are ed between C and D to act as gaggers and strengthen the one or two stiff rods being also used right across the.
The joint F G is then made sloping from the edge of moulding-box to the edge of the flange, sprinkled with ng sand, rammed up, and a good stiff board placed upon it and turned, the whole mould when finished and ready for casting, resting upon this board. The next joint is made along H K L and H N P, the "drawback" II being responsible for that portion of the mould L K N P", the top bos being well rammed and vented. The cores, Figs. 212-217, are then placed, every position of which can be well seen and regulated, so that the mould is as perfect as possible, and then closed for casting. If this casting was not moulded as described, it would be necessary to use more drawbacks or print up, the latter being a very objectionable mode of procedure; because then it would be necessary to have a core with its tendency to be set wrong, and also being harder than the mould, it would not give so even a surface all over the casting.

Fig. 210.

Fig. 211.

Fig. 212.
Fig. 213.
Fig. 214.


Fig. 216.
The number-plates are moulded from a metallic pattern with a system of changeable figures; the cab window-frames, whistle fittings, and the other hundred-and-one items required in a locomotive brass foundry, receive the due amount of attention demanded by their own peculiar construction.
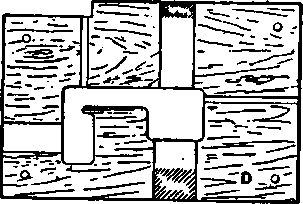
Fig. 217.
Continue to:
My Books

