Templates
Description
This section is from the book "The Mechanician, A Treatise On The Construction And Manipulation Of Tools", by Cameron Knight. Also available from Amazon: The mechanician: A treatise on the construction and manipulation of tools.
Templates
A template is a sort of gauge made either of sheet iron or sheet steel to represent the form of an object's side. They resemble gap-gauges and other sheet gauges in being used to measure objects and indicate their shapes, but differ from gap-gauges in being available for showing and marking one entire side of an article, if necessary. A template may have gaps, but such are not required for use in the manner of gap-gauges, for measuring lengths, widths, and thicknesses. The use of templates avoids a great quantity of lining, whenever a number of articles are required of the same shape and dimensions; for which purposes, templates are
2 I2 employed by laying them upon the rough forgings and castings, and scribing around the edges of the templates with a scriber. In order to properly place a template upon a piece, and thereby to make the marks in the proper places, a primary gauge-line is scribed upon some portion of the object to be shaped, previous to using the template, and this line is made to coincide with a similar gauge-line on the template. The adjusting of these two lines to each other, while the template remains on the object, prepares it for scribing, which is done with a scriber, as before mentioned. Such gauge-lines will be referred to when necessary, as we proceed.
The making of templates is extensively practised, because they are used for both hand-shaping and machine-shaping; and the principal considerations connected with their construction shall be mentioned. Those templates which are of sheet steel require to be first forged in a smithy by cutting the sheets to nearly the finished shapes required, while hot. The sheet, after being scribed while cold, and the gauge-lines dotted with a broad-point dotter, should be heated on a large iron plate which is kept in the forge-fire, or furnace-fire, for the purpose. When heated, it is brought out and placed upon a broad flat surface, anvil, or block of suitable dimensions, and the superfluous pieces are cut off with chisels. Chisels for such purposes are of various sizes at their cutting edges, and some are held in the hand to be struck with a hand-hammer, others being held with wood or wire handles, similar to those of chisels and fullers for forging. Gouge-chisels also are used for cutting the curved portions. Punches also, both circular and rectangular, are employed for making small holes, and for neatly shaping the corners of large holes which were formed with large chisels. For the cutting out of large templates that may be two, three, or four feet across, chisels having handles are requisite; therefore a striker or hammerman is employed to hammer the chisel or punch while it is held by the smith or other operator on the dots which denote the intended shape.
The making of sheet-iron templates is a similar process to that of making steel ones, with the exception of more care and time being required for steel, on account of its hardness. Sheet-iron templates which are only about a sixteenth of an inch thick are easily chiselled to shape while cold; but if it happens that the metal is an eighth thick, it should be heated and cut in the same manner as steel ones. The exact thickness of a template is important only with regard to its portability, and its capability of being moved about without risk of breaking it or bending it to any injurious extent. Small templates of only about sixty or eighty inches area need not be more than a thirty-second of an inch in thickness; those of two or three square feet not more than a sixteenth thick, and larger ones about a tenth of an inch. Any template which is comparatively weak in its mid-part, by reason of its shape, is strengthened by riveting a stay-piece to the mid-portion, by which means bending and breakage is prevented.
Those who are appointed to make templates are usually those who make gap-gauges, and other gauges of various sorts for measuring and shaping. The correct delineation of the lines marked upon the sheets previous to cutting out is effected by reference to the drawings, tracings, or other sketches which specify the finished dimensions of the objects to be shaped, the sides of which are to be represented by the templates.
Plate 61
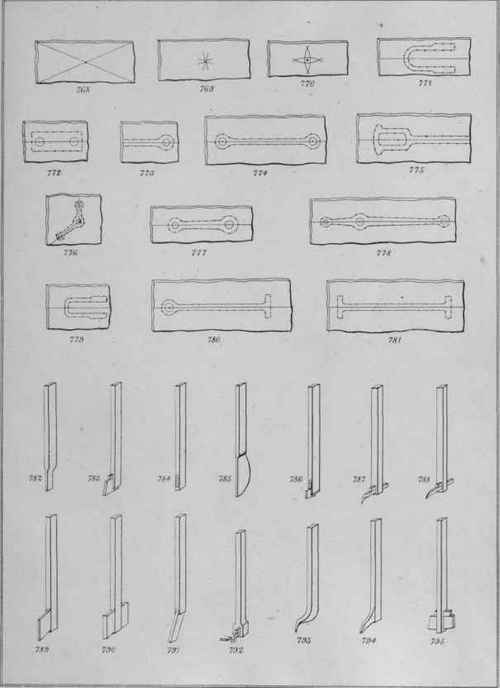
A number of sheets, showing the lining necessary to denote the templates desired, are indicated in Plate 61. In this plate Fig. 768 shows the simplest method of finding the centre of a rectangular or other equal-sided surface belonging to a plate, sheet, or other object. The operation consists in scribing two diagonal lines that cross each other, as seen in the Figure, by placing a straight-edge diagonally upon the object. Fig. 769 indicates a mode of finding the centre of a surface which is not rectangular, or whose sides are crooked. This method is applicable to all surfaces, whether they possess curved boundaries or straight ones, and is performed with either callipers or compasses. In the Figure, a piece of sheet iron is shown, having four short arcs scribed in the middle of the surface, the middle point between the arcs being the place of the centre desired. In order to mark the arcs, either an outside calliper or a compasses is applied to the sheet so that one point shall touch one edge, while the other point extends across the sheet to nearly the centre, and scribes one arc. This being done, the calliper is applied to the opposite half of the sheet, and another arc is scribed without altering the distance of the calliper-points from each other. When two arcs are thus made, the calliper-legs are shifted to mark two more arcs across the two first made, the distance between the two calliper-points being now rather less than half the distance across, as at the first marking. The marks shown in the sheet denoted by Fig. 770 are somewhat similar to those shown in Fig. 769, with the difference of being scribed with a radius which is rather longer than half the distance across the sheet, instead of rather shorter.
Scribing processes of this character are often necessary for finding the centres of sheets intended for templates, especially if the sheets to be used are only just large enough; but if ample metal exists in the piece the centre is quickly found and marked by merely placing a straight-edge to about the middle, and marking with a scriber. A straight line of this sort is necessary for nearly every template which is made, although it is not always situated along the middle, being, in some templates, near one edge. The other sheets denoted by the Figures in Plate 61 are shown with the lines which are required for templates belonging to bosses, ends of rods, bars, straps, and levers.
In Plate 63 several operations belonging to the making of templates are shown. The lining of such articles can be conveniently effected on a lining-table, such as that shown in the front of the Plate. On this table a sheet, or a number of sheets, can be placed, flattened, and also scribed, by means of the various lining and marking tools which have been described; a compasses in use for marking a template being indicated by Fig. 827. A long table of this class is very convenient for general purposes of lining, whether for gauges or for portions of engine-work, the right-angular lines and the linear measures on the surface being useful for adjusting pieces of work, compasses, springy dividers, and radius gauges to suitable radii, in order to scribe the arcs desired.
Plate 63
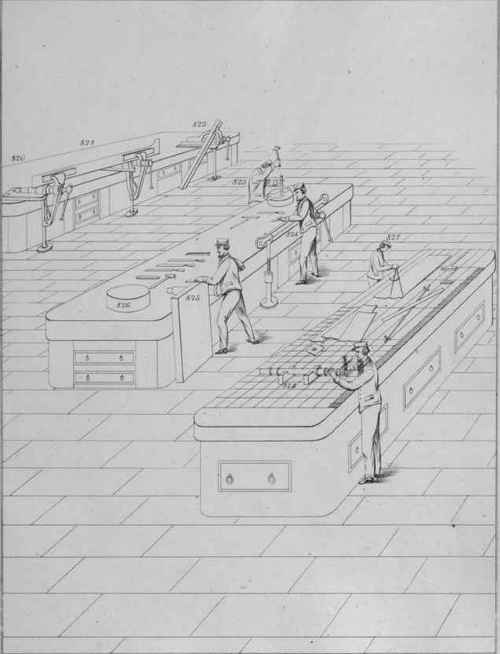
When a number of templates have been properly marked, and also clotted, to plainly show the places for the intended chisel-cuts, the pieces may be cut to shape either on the same table that was used for lining, on another table or vice-bench devoted to the purpose, or on an anvil, as in forging. When a bench or table is used for chiselling, the sheet to be cut is laid upon a bench-anvil, the anvil selected being of a suitable length and width for the work. Bench-anvils are heavy blocks of iron or steel, some being only eight or ten inches long, and others being several feet long, a long block of this sort being necessary for supporting a long template or other object. A useful class of bench-anvils are those which are made of circular cakes of steel or iron. Such pieces are easily obtainable from a turnery, in which places superfluous slices of a circular shape are frequently cut from ends of shafts and axles during lathe-turning. A block of this sort is denoted by Fig. 826, and another one in use for chiselling is shown in Fig. 823.
Filing the rugged edges of a template, after chiselling, is effected while it is gripped in a vice. For a large template vice-clamps of great length are required, to avoid excessive vibration of the comparative thin sheet, the clamps being of either soft iron or hard wood. Templates which are seven or eight feet in length may be filed at a vice-bench specially arranged for the purpose. Such a bench is furnished with two or three vices, so fixed that the jaws of each vice are at the same distance from the bench. This arrangement will allow a long template to be gripped in three vices at one time, and three or four men can then work upon the same piece at one time. In some cases two vices may be sufficient instead of three, as indicated by Figs. 820 and 821, which denote two vices gripping a template by means of a couple of wood blocks. A long straight-edge also can be thus held while filing its edges. Vices thus arranged are also useful for holding a long rod, axle, or other object, during chipping and filing, if the vices are properly fixed in line with each other.
Whenever several templates or other sheet-iron gauges are to be made, the cutting out is greatly facilitated by means of shears, either hand-shears or those worked by steam. Those worked by hand are termed vice-shears; these are fastened to a vice so that one lever-arm is gripped between the jaws, and the other arm is free to be moved up and down for cutting Although the entire cutting out of a template cannot be done with vice-shears, nor with machine-shears, unless the template happens to be of very simple form, yet such shearing should be adopted for all large templates, whether their boundaries are to be curved or straight, all the long cuts being easily made by properly guiding the sheet during shearing, and the short cuts for small curves and corners being afterwards effected with chiselling.
Continue to:
My Books

