Taps
Description
This section is from the book "The Mechanician, A Treatise On The Construction And Manipulation Of Tools", by Cameron Knight. Also available from Amazon: The mechanician: A treatise on the construction and manipulation of tools.
Taps
A tap is a fluted steel screw for forming screws into nuts and other work which needs inside screws. The proper number of flutes in a tap is only three, and, in a few special cases, five, the length of each flute being parallel to the length of the tap. Taps are denoted by a few of the figures in Plate 27, and that smaller part of a tap which extends from the screw is the stem, and of this portion the square part is the head. If the taps are only about an eighth or a quarter of an inch in diameter, they are formed with square heads, which are as thick as the screw parts, and resemble Figs. 309, 310, 311, and 312. The three taps that are shown to be each of the same length constitute a set, because the three tools are used to form one screw into the boundary of one hole or recess, and this operation is termed tapping the hole. The tap shown by Fig. 309 is named number one, and is the one first used when tapping is being performed; this tap is screwed into the recess to be tapped until the point of the tap touches the bottom, and this screwing is effected with a two-handled tap spanner, having a square hole which fits the head of the tap. After the first tap has partly formed the screw, the tap named number two, shown by Fig. 310, is screwed into the hole, or recess, the point of the second tap being larger than the point of tap number one. Number three tap is next employed for completing the hole; this tap is shown by Fig. 311, and its screw is not taper like the two previously used, but parallel, and is termed a plug tap, or parallel tap. When a nut is to be screwed, or other piece of work having the hole entirely through, three taps are not necessary, only one is sufficient, and this one is shown by Fig. 312. This tap is longer than the others, and the thickest part is of the same thickness as the parallel tap shown by Fig. 311, so that by screwing the entire screw of the long taper tap through the nut which is tapped, a parallel screw is formed into the nut, and the screw is of the same size as if three taps had been used.
Plate 27
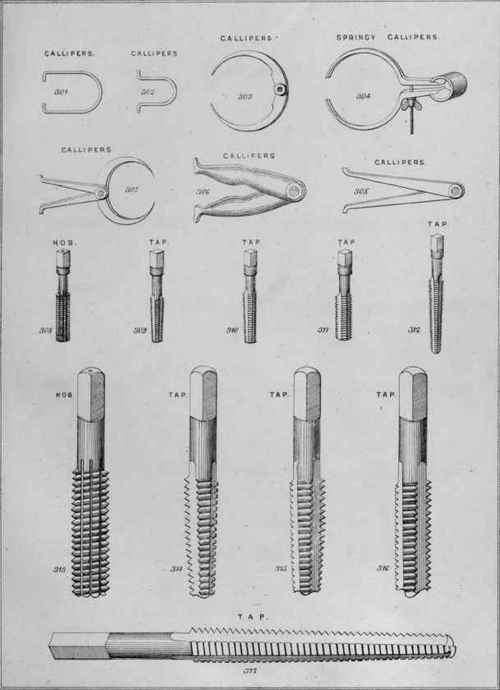
Taps which are from half an inch in thickness to three inches, are made with heads that are only as thick as the other portions of the stem adjoining; such taps are denoted by Figs. 314, 315, 316, and 317. The fluted screw portions of these tools are shaped to the same forms as the corresponding parts of smaller taps, and are made in sets or lots of three each, so that they may be used in the same manner. There is, however, one advantage connected with taps having small heads, which allows them to be put entirely through a nut during a tapping process, instead of merely screwing to the end of the screw and then screwing backwards or unscrewing, to release the tap from the nut, which process is unavoidable with large-headed taps. Fig. 317 indicates a long taper tap which does the same quantity of work as the three hand taps adjoining, the long taper tap being always used in preference to the three shorter ones, whenever there is sufficient room for the taper end to project beyond the work which is being tapped. This long tap is also employed to screw nuts in a screwing machine ; and it may be noticed that the long taps contain three flutes of a shape somewhat resembling the three flutes in the shorter taps.
Continue to:
My Books

