Files. Part 3
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Files. Part 3
Cleaning File
The particles of metal removed by a file frequently remain in the teeth and diminish their cutting qualities. In the case of hard metals, these particles, or "pins", often scratch the work. It is necessary, therefore, that files be frequently cleaned. This may be done in a measure by striking the edge of the file lightly against the bench or vise, but it is more effectually performed by using a stiff brush or a piece of card clothing, Fig. 56. In the finest grades of files, a thin piece of wood or sheet brass may be drawn across the surface of the file as shown in Fig. 55, and the filings are removed by the points extending into the file teeth.
When filing cast iron, neither the file nor the work should be allowed to become greasy, as this tends to make the file slide without cutting. In filing steel, however, if the file be oiled or filled with chalk, the pinning of the file is prevented in a large degree, and frequent use of the card or brush is not necessary.
Draw Filing
What is known as draw filing is done by grasping the file at each end and moving it sidewise across the work, Fig. 57. The amount of stock removed by this process is usually very small, the object being to lay the file marks parallel to the length of the work. For draw filing, single-cut files are better than double-cut as ihey are less likely to scratch the work. The remarks concerning cleaning, oiling, and chalking apply both to cross filing and draw filing.
Polishing
No matter how carefully filing is done, it does not leave a surface that is pleasing to the eye; the file marks are more or less irregular and the whole surface is dull. Exposed parts of machines which are not painted are usually polished. Polishing does not necessarily improve the surface, but simply brightens it and renders it more attractive. As a rule, a polished surface is not a true surface, no care being taken to maintain its trueness. In ordinary machine work, polishing is usually done by abrasives, such as emery, corundum, and carborundum; while rouge, crocus, rotten-stone, and tripoli are used on fine work, especially on brass and composition. Emery, for example, is crushed and sorted into grades varying from No. 8 to flour, the number of the grade indicating the number of meshes per linear inch in the sieve used in sorting. These grades sometimes bear arbitrary designations, No. 1 indicating a coarse grade and Nos. 0, 00, 000, 0000 showing the finer grades.
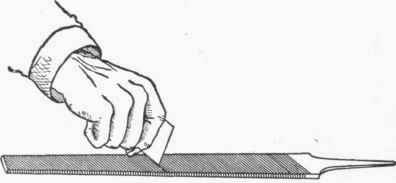
Fig. 55. Removing Pins from a File.
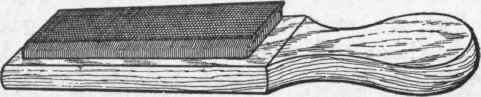
Fig. 56. File Brush.
Methods of Using Powders and Cloths, Emery powders are sometimes mixed with oil and applied directly to the work by wooden blocks or clamps; but the more common method is to use what is known as emery cloth, the grains being glued to a strong cloth backing. The finer grades are used on paper in the same manner. Emery cloth is used in many ways-it may be wrapped around a file; folded or tacked to a block of wood; glued to wooden sticks about 15 in. X 1 1/2 in.- X 1/2 in., fastened around rollers for internal curves, or glued to wooden or steel discs and rotated in a lathe or special machine. In all cases the object is to grind down the surface, using a sufficient number of grades of cloth to produce the degree of polish desired. The marks are laid parallel to each other, making what is known as a "grain". When the process is to be carried to such an extent that no grain is to be visible, the finer polishing agents are used, usually applied with a cloth wheel or "lap". Old cloth does finer work than new, and oil on the cloth will make a finer cut.
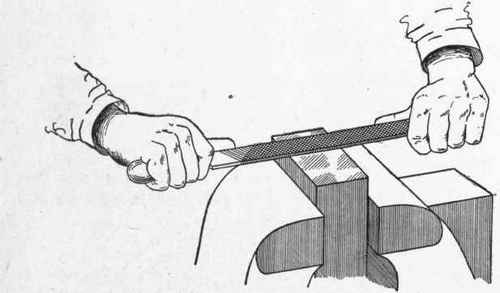
Fig. 57. Draw Filing.
Continue to:
My Books

