Drilling in the Lathe
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Drilling in the Lathe
The lathe can also be used for drilling. When such Work is to be done, the drill may be held in the spindle, and the work forced up against it by the screw of the tailstock; or the work may be revolved, and the drill forced in by the tailstock screw. When the first method is followed, the drill may be put into a socket prepared for it in the spindle of the lathe, or the drill may be held by a drill chuck, as shown in Fig. 169. This chuck may be used in the tailstock to hold twist drills, or to hold flat drills which are forged from round stock. Flat drills made from flat stock are centered at the rear end, and held against, and fed forward by, the dead center. In this case, a slotted rest held in the tool-post, as in pad, shown in Fig. 170, may be used, especially if the work is flat.
Fig. 64, Part I, prevents the drill from turning, and aids in starting the drill true.
When the drill is held in the headstock, the work may be fastened to the carriage and fed against the drill, or it may be held by means of a suitable device used in the tailstock. For this purpose the drill
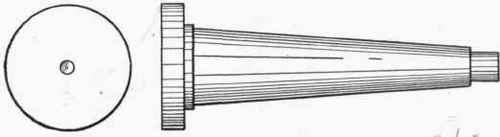
Fig. 170. Drill Pad for Flat Work.
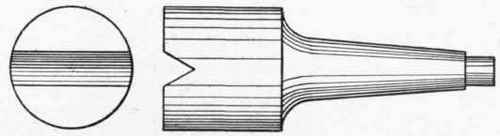
Fig. 171. Drill Pad with V-Center for Holding Round Stock.
The V-center, shown in Fig. 171, is used when it is desired to drill through the axis of a piece of round stock.
The shape of the groove prevents the work from turning; and the angle, being always in the axis of the lathe, determines accurately the location of the hole.
Continue to:
My Books

