Lining Sinks And Cisterns. Part 2
Description
This section is from the book "Plumbing Practice", by J. Wright Clarke. Also available from Amazon: Modern plumbing practice.
Lining Sinks And Cisterns. Part 2
It is always best not to "touch" or grease the angles of a cistern until after it is lined, as there are always dust and bits of rubbish about that stick to it, and when it is "touched," some , should be rubbed on the soiled portions as well, as the solder does not stick to it so much, and the metal works freer. Good thick cloths should be used for wiping cisterns; a thin one is sometimes useful to get away from the start, as a thick one would leave a great lump in the corner; but a good thick one is best for straight-away work - so thick that only one finger is necessary, and so that pressure can be applied to it. A thin cloth gets so hot as to burn the hand; it also requires two, and sometimes three, fingers behind it, so as to press on the edges of the soldering and so wipe them clean and avoid the necessity of rimming them afterward with a pocket-knife at the risk of cutting half through the lead as well; and, speaking from experience, when using a thin cloth, sometimes more pressure is applied by one finger than by another, and the soldering is not of equal substance throughout, or on one edge the lead shows and on the other an extra thickness of solder is left. When three fingers are used with a thin cloth it is not at all uncommon for the little finger of the wiping hand to keep touching the spare solder at the side of the wiping, and so get burnt, and sometimes a piece will get under the finger nail, causing great pain. Care should be taken to keep the lead pressed tight back to the woodwork when soldering, for as soon as the hot solder is poured, or splashed, on, the lead expands and bulges out, and this must be pushed, not dressed, back before commencing wiping, as if done afterward, when the metal is partly set and in a brittle condition, it frequently cracks, and so fine as to be invisible. Some men will have a small piece of wood, about 8 or 10 inches long, to press back the sides, but others push it with their cloths, and as the lead is very soft from being heated, it generally goes back very easily. The process of wiping is very difficult to describe; five minutes' practice would be worth more than pages of writing about it.
The points to be attended to are to properly prepare everything as described, taking care that the shaving is perfect, and to have a good heat, but not hot enough to burn holes in the lead for the solder to run through. The irons should be hot, but not so as to burn the solder and convert it into dross. Pour on sufficient solder to go a few feet, but not too much, as that which is behind the worker gets cold, and so has to be heated up with the iron. As soon as a heat is got up, begin wiping while the solder is in a semi-fluid condition, and don't play with it until the heat is almost lost, or until the metal is half cold, so that it pulls apart or perhaps away from the lead. A good plumber will keep his iron at work heating up the solder at one part while he is wiping the portion already heated. A good many men, in trying to do this, have their attention so riveted on their wiping hand that they forget to use the iron, and the result is that their angles look patchy. Others, again, will keep their iron buried in the solder to keep it heated, but forget to keep moving it about, and the result is that it often burns a hole through the lead in such a way that perhaps he has to stop soldering until he has shaved around the hole so as to solder it over.
A new beginner at cistern soldering generally wastes so much time at patting and heating his solder, that he gets part of it so hot that it runs away from the angle and perhaps beyond the soiling, so that it tins on the unprotected lead, while other portions are almost set, or at all events too cold for wiping. The result is that he only wipes a short portion at a time. While he is playing with the solder, the heated portion of the lead is extending more and more, and as fast as he pushes back the bulged parts they come out again, and at last it perhaps takes him longer to keep the lead back than it does to wipe the angle. It need scarcely be added that the work, when done, is very dirty and has a very ragged appearance, whereas a good plumber quickly gets up his heat and wipes, perhaps, 1 foot or 1 foot 6 inches at one stroke, and so keeps on, for the quicker it is done the cleaner it looks, and the less the sides bulge inward.
We will now proceed to describe how to line a cistern with the bottom and sides in one piece, and the two ends soldered in afterward.
Cut out the lead to the proper size and allow for turning over on the top edge, also the angle-pieces on the corners at A, A, Figure 111, and the 1/2-inch for the undercloak. Soil, shave, and drop it into the wooden case, as previously described. Put a few clout-nails through the undercloak to hold it in its place, but drive them well in so that the heads do not stand up beyond the surface of the lead, and so make bumps which will show through the next piece of lead which laps over them. Next cut out the pieces of lead for the ends, not forgetting the top angle-pieces. This piece of lead should be 1/8-inch wider than the place it is to fit, so that it pinches tightly into its place, the centre part being bellied upward to insure this, as shown in Figure 112. It is a good plan to slightly bevel the edges by rasping, so that if it should fit too tight they will give a little, and so avoid the necessity of dressing the bellied part in to get rid of the superfluous lead. When cutting out lead for these cisterns it is always best to get a wooden lath and cut it to the length to fit in the cistern, and mark the lead from that, so as to insure it being the size required; for if the lead is too small, the solder will run through, and if too large, the dresser has to be used at the risk of spoiling the shaving and soiling, as before mentioned.
For larger-sized cisterns the lead is generally cut out so that an end and side are in one piece, and the bottom is put in by itself. According to principles that have been laid down, the bottom should be put in first and the edges turned up all around, so that the solder cannot by any means run through, but in practice this is very rarely done, as the workmen's feet, and tools laying about, scratch the lead, and, in addition, it is not so easy to get the sides in afterward. One reason is that lead will not slide on lead, and another is that the bottom edge of the piece forming the side and end wants stiffening by turning a small portion, for it must be remembered that the whole weight of the piece has to be supported by the bottom edge, and if this is not looked to, perhaps one end will drop a little, and so throw the whole piece out of square with the cistern-case, with the result that the lead angle will not be tight home.

Figure 111.
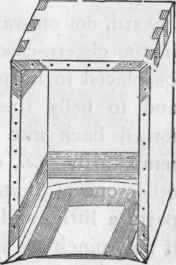
Figure 112.
Continue to:
My Books

