Joint Making - Continued. Continued
Description
This section is from the book "Plumbing Practice", by J. Wright Clarke. Also available from Amazon: Modern plumbing practice.
Joint Making - Continued. Continued
Plumbers, as a rule, scorn to make joints any other way than by wiping them, but there are scores of quacks who go about usurping the title of plumber, who make theirs with a copper-bit, and could not wipe a joint if they tried. These people work cheap, and, to put it mildly, do not do the trade any credit. Now, joint wiping is not the only criterion of a tradesman; at the same time, if he cannot wipe a joint, what other branch can he do in a proper manner?
Figure 87 represents a section of a copper-bit joint as usually made. At a glance it will be seen to be very weak at A. This part is covered with solder when the joint is wiped, and so strengthened. Soil pipes, when joined in this way, soon break, especially when a man thinks he will insure its being a sound joint by letting one end enter a good distance, say 3/4-inch or perhaps 3 inches, into the other, and then proceeds to run a small bead of fine solder round the top edge of the bottom pipe, as shown at B, Figure 88. This kind of joint would be much stronger if made with a blow-pipe, but this is rarely done, as it makes the man's cheeks ache to get up sufficient heat for the solder to flow round and down to the bottom of the socket. There are several kinds of lamps by which this description of joint can be made, but when done it will not bear comparison with a good wiped joint. It is necessary to make them with a lamp under special circumstances; for instance, an ornamental pipe fixed in view, where a bulged joint would not look well; but in this case it could be strengthened by a band or other ornament, as shown in section, Figure 89. Care should, however, be taken that the socket is filled with solder, and the heat so great as to insure its tinning to the lead right down to the bottom. This cannot always be guaranteed unless the ends are prepared and tinned before putting in place. The ends of the pipe must be quite smooth and true; if care is not bestowed on this, it frequently happens that just as the joint is all but finished the solder runs through and down the inside of the pipe.
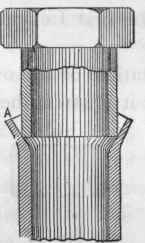
Figure 87.
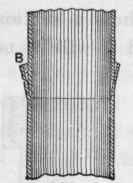
Figure 88.

Figure 89.
Ordinary copper-bit joints are not good for the kind of work that falls under the head of plumbing; they may do very well for gas-fitters, who, as a rule, use very light lead pipe when they use any at all, but although thousands, no doubt, are made, they are not so good as a blow-pipe joint. But there is another way of making copper-bit joints that really is strong - I do not know whether to call them Scotch joints or not, but the first I ever saw made was by a Scotchman.
Figures 90 and 91 show a section and elevation of an overcast copper-bit joint, and it will be noticed that it is strengthened on the outside, in the same manner as a wiped joint, by a body of solder. These joints can only be made in a horizontal position, when the parts to be united can be turned round, so that when one face is made or soldered it can be rolled over, so that another portion of the pipe, etc, is upward, ready for another section to be soldered. The proper way to make these joints is to solder the brasswork to the pipe by filling the socket-end with solder like an ordinary copper-bit or blow-pipe joint, to do which it should be placed upright; then lay the pipe on its side and build sufficient solder on the outside to make the joint. It should now be allowed to cool a little, as if allowed to get too hot the solder will run and the brasswork fall off. After this cooling has taken place, the copper-bit, with a well-tinned face, should only be sufficiently heated to just melt the solder, and not to render it so fluid as to run off the work. Hold the copper-bit firmly, and let it just touch the solder at one end of the joint, taking care not to bury the face in the solder so as to touch the pipe. As soon as the solder melts, move the bit slowly towards the other end, pause for a second or two, and then suddenly and smartly lift the bit upwards; if this is not done quickly, part of the solder will adhere to the bit instead of remaining behind and leaving the joint full up to the edge. Now roll the pipe, etc, to present another face on its top side, and serve that the same. These joints are very easy to make, and require no trimming at the ends if care is taken with them; they also look nice and clean, as each face presents a bright surface. These joints are suitable for brass unions to lavatory valves, which are generally too short to make wiped joints to, and they may be considered superior, and where the unions are short, as stated, they are stronger. If the reader will refer to what was said about long joints, and to the illustration given in an earlier chapter, I think he will agree that this is so. These joints can also be made to the waste unions of washhand-basins, where the whole weight of the branch waste, and sometimes the trap as well, is suspended from a frail piece of crockeryware; they have an advantage over the wiped joint, as they are much lighter.

Figure 90.

Figure 91.

Figure 92.
After these joints have been made, they are sometimes filed and cleaned up so as to present the appearance shown at Figure 92. This is a waste of time, they are no stronger for it, and although some first-class trader men do this, it should be condemned quite as much as serving a wiped joint so, which is generally looked upon as showing want of skill in wiping.
On large-sized pipes, these joints, which are sometimes called "ribbon joints," can be made by holding the bit steady and rolling the pipe round, but the same attention must be paid to the heat of the bit, and care taken not to get the work too hot, so that the solder sets almost as soon as it leaves the bit; but half-an-hour's practice is worth more than pages of description.
About two years ago, a series of lectures was given by a master plumber in the rooms of the Society of Arts, and he showed a specimen of a welted joint. This consisted of a hard-metal nipple with grooved external surfaces; the two ends of the lead pipe, that were to be joined, were passed over it and then pressed together so as to be perfectly water-tight. This cannot be equal to a good old-fashioned wiped joint, which could be made almost as quickly, and which, when properly made, would resist any strain that it might be subjected to. There are patent moulds for casting soldered joints on lead pipe, which consist of placing iron flasks round the pipe, after the joint has been prepared in the usual manner, and then pouring in melted solder. The poor plumber's assistant, who would have to carry all the apparatus for making these joints, would be entitled to pity, and if a man cannot wipe a joint he cannot be called a plumber, and has no business in the trade. Fancy a firm, employing about 150 pairs of plumbers, having to buy these things! A complete set, for making joints in all sizes and positions, would cost much more than any master would be disposed to pay, and each man would require a set to himself, unless there were several men working together, and then there would be a waste of time borrowing and taking back; and even then there are hundreds of joints made where they could not possibly be used.
Continue to:
My Books

