Chapter VIII. Joint Making - Continued
Description
This section is from the book "Plumbing Practice", by J. Wright Clarke. Also available from Amazon: Modern plumbing practice.
Chapter VIII. Joint Making - Continued
Most men prefer certain ways of making a joint. One man will make all the joints that he possibly can in an upright position, another one will do almost anything so as to be able to make the joint underhand; one man never requires an iron, another one cannot make his joint without it; one man does not like a wood splash-stick to put on his metal with, as the smoke gets into his eyes, and yet another one says that an iron one cools the metal; one likes fustian for his cloths, another prefers bedtick. One man likes them fastened with pins, as they bend much easier; another one says the solder tins to the pins and pulls them out, or they get hot and burn his fingers, and he prefers to have them sewed. And so each man follows his own ideas; but I must say that I like fustian-cloths tacked with needle and thread, and iron splash-sticks. I don't mind which way the joint comes, either upright or underhand; and although I can make a joint either with or without an iron, I must say that I like the old-fashioned way of using an iron when making a joint, and my reason is that the joints do not so often sweat, because the solder can be used finer - that is, richer in tin. In addition, men who do not use irons pour on solder, in trying to get up a heat, until they have almost melted the pipe, and then when they have nearly finished the joint the heat is so great as to keep the tin melted, which partly separates from the lead and keeps running, the plumber meanwhile wiping round and round the joint, and finally wiping off this tin which should have remained alloyed with the lead as solder. The solder, having parted with a portion of the tin, is full of cellules, - and so the joint leaks; the plumber growls and says the metal is porous. This continually going round the joint each time leaves a ragged edge, which has to be trimmed off afterwards. So, for these reasons, the use of the iron may be considered an advantage. Not being necessary to get up such a great heat, the joint can be wiped much cleaner at the edges. The two metals forming the solder do not separate to such a serious extent, and hence the joint is much sounder. The joint also looks cleaner, and if a black mark is left with the cloth, a sponge - dipped in a bowl of clean water - lightly passed over while the joint is still hot, will generally remove the mark.
After a joint is made, and while still hot, the usual way is to rub a tallow candle over it and wipe off the grease with a clean rag or pocket-handkerchief. Some think that in addition to cleaning the joint the grease gets into the pores and so prevents the sweating spoken of. If the joint is not sound without the aid of grease it can't be a very good one.
Years ago it was the practice to overcast all joints. This consisted in wiping the joint first and then rubbing the hot iron over it so as to leave a number of faces. The object sought was to close any pores in the solder to prevent the water from oozing through. A good many men used to do this to all joints, no matter whether they were on soil, waste, or service pipes. To pipes that did not convey water under pressure this was quite superfluous; but there was some excuse for doing so to main service pipes which had to withstand a great pressure of water. Men who were really good joint wipers used to overcast some joints, but only to water main pipes, or to the tail or suction pipes of lead jack-pumps - more especially to pumps, as, although the water could not leak through, air could be drawn in and so allow the water to fall back into the well or cistern, so that it was necessary to pump for a few seconds before the water would flow from the nozzle; so, to make sure, good tradesmen would very often overcast their joints, it being difficult sometimes to find out a defective one in a suction pipe, which would have shown itself by leaking if in a service pipe. A good many country plumbers treat their joints to pumps in this manner at the present day, but the practice has died out amongst town tradesmen. Figure 65 shows an elevation, and Figure 66 a section through the centre of an overcast joint.

Figure 65.

Figure 66.
Lead joints have been made on lead service pipes. One from Hampton Court Palace is shown at Figure 67. Instead of the ends of the pipe being soldered together, a quantity of molten lead was poured on, and it presented the appearance as shown. From the rough appearance of the inside of the joint it could be seen that the pipe ends were filled with sand, and then, doubtless, they were butted together and buried in more sand, leaving a space round the part to be joined, into which was poured molten lead until the pipe itself was fused, the surplus metal running away over a weir in the same manner as was described for burning seams on heavy pipe. It has been suggested that common salt would make a good core, as it would answer perfectly, and when water was allowed to pass through, the salt would dissolve. Sand would probably get baked hard and so require some time for the water to displace it. Salt would not be so injurious as sand to any fittings that it might have to pass through.
When soil pipes or waste pipes are fixed in a chase in the wall it is a very good plan to make what is commonly called a "block joint.'" This is a very easy joint to wipe, but it is sometimes improperly prepared. On looking at Figure 68, which shows a section of pipe and joint, A A represents a wooden (or stone) block, perforated for the pipe to pass through, and the ends long enough to lay on the brickwork each side. The carpenter or mason should be instructed to take off the sharp arris round the hole. A common way is for the plumber to taft over the pipe sufficiently to get enough to lay on the block for him to solder to. When the plumber opens the end of the pipe, if the block fits tightly, the end grain of the wood cuts into the lead and so weakens it just where it should be the strongest, as the pipe is partly suspended at this point. The plumber, ill trying to get sufficient to solder to, very often gets the pipe buckled, as at B B, Figure 68; also a hard lump at C C; and the outer edge of the flange so thin that he can scarcely shave a face on it for soldering to.
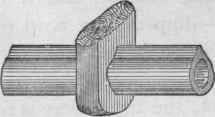
Figure 67.
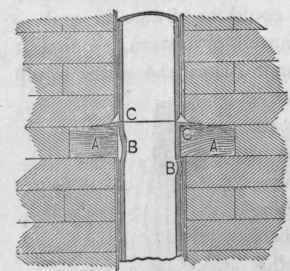
Figure 68.
Continue to:
My Books

