Boring-Tool For Wrought-Iron Or Steel
Description
This section is from the book "Wrinkles And Recipes, Compiled From The Scientific American", by Park Benjamin. Also available from Amazon: Wrinkles and Recipes, Compiled From The Scientific American.
Boring-Tool For Wrought-Iron Or Steel
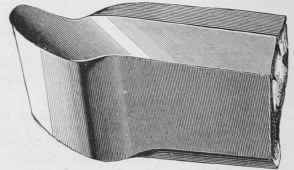
For turning out small holes, the tool here represented has no equal, providing it be made of the precise shape shown, the reasons for which are as follows: The cutting end must not be bent, in forging, any further round, because, in that case, the strain placed upon the tool by the cut will be in a direction tending to revolve the tool in the tool-post, giving the tool a corresponding tendency to spring away from its cut; and further, because so stout a tool could not be got into the same size of hole. The degree of bend or angle of the centre-line of the bent end to the centre-line of the length of the body of the tool, causes the strain of the cut to be placed comparatively endwise of the tool, endeavoring to force it back into the tool-post, and thus places the strain in the direction in which the tool is best capable of withstanding it. The keenness and shape given to the top face of the tool make the cutting edge perform its duty on the front edge, which again tends to place the strain endwise on the tool, operating, by the strain on the top face of the tool (caused by its bending the shaving), to keep the tool to its cut by giving it an inclination to feed itself forward, thus relieving the feed-screw and nut of the slide rest of a part of the duty of feeding, The cutting edge should not. even when the tool is newly forged, stand much, if any, above the horizontal plane of the top of the body of the tool, otherwise SO stout a tool can not be got into a given size of hole, a consideration which is of the utmost importance; because boring-tools, from their comparative slightness, especially in long holes, are apt. under the most favorable of conditions, to spring away from the cut as the
Cutting proceeds toward the back end of the hole, thus making the latter a taper, of which the back end has the smallest diameter, necessitating several line finishing cuts in order to make a parallel bole. If. however, every means is taken to use as stout a tool as the size of the hole will admit, the boring-tool will bore a very true and smooth hole
Boring-Tool For Wrought-Iron Or Steel
In using these tools, it is best to employ a comparatively quick speed and light feed, no matter what the depth of the cut may be. They should be tempered to a very light straw if the tool is slight, and otherwise hardened right out; and the work should be freely supplied with soapy water. For use on copper, the top face should be ground more hollow, so that the cutting edge will be much more keen than is here shown. Whenever there is sufficient room in the hole, a stout bar of iron or steel should be held in the tool-post, and a short tool secured by set-screw in the end of the bar, thus securing greater rigidity than is possessed by a boring-tool, and facilitating the forging and grinding of the cutting-tool
Continue to:
My Books

