XVI. Model Steam Turbines
Description
This section is from the book "Things To Make", by Archibald Williams. Also available from Amazon: Things to Make.
XVI. Model Steam Turbines
Steam turbines have come very much to the fore during recent years, especially for marine propulsion. In principle they are far simpler than cylinder engines, steam being merely directed at a suitable angle on to specially shaped vanes attached to a revolving drum and shaft. In the Parsons type of turbine the steam expands as it passes through successive rings of blades, the diameter of which rings, as well as the length and number of the blades, increases towards the exhaust end of the casing, so that the increasing velocity of the expanding steam may be taken full advantage of. The De Laval turbine includes but a single ring of vanes, against which the steam issues through nozzles so shaped as to allow the steam to expand somewhat and its molecules to be moving at enormous velocity before reaching the vanes. A De Laval wheel revolves at terrific speeds, the limit being tens of thousands of turns per minute for the smallest engines. The greatest efficiency is obtained, theoretically, when the vane velocity is half that of the steam, the latter, after passing round the curved inside surfaces of the vanes, being robbed of all its energy and speed. (For a fuller description of the steam turbine, see How It Works, Chap. III., pp.74-86.)
The turbines to be described work on the De Laval principle, which has been selected as the easier for the beginner to follow.
A Very Simple Turbine
We will begin with a very simple contrivance, shown in Fig. 67. As a "power plant" it is confessedly useless, but the making of it affords amusement and instruction. For the boiler select a circular tin with a jointless stamped lid, not less than 4 inches in diameter, so as to give plenty of heating surface, and at least 2-1/2 inches deep, to ensure a good steam space and moderately dry steam. A shallow boiler may "prime" badly, if reasonably full, and fling out a lot of water with the steam.
Clean the metal round the joints, and punch a small hole in the lid, half an inch from the edge, to give egress to the heated air during the operation of soldering up the point or joints, which must be rendered absolutely water-tight.
For the turbine wheel take a piece of thin sheet iron or brass; flatten it out, and make a slight dent in it an inch from the two nearest edges. With this dent as centre are scribed two circles, of 3/4 and 1/2 inch radius respectively. Then scratch a series of radial marks between the circles, a fifth of an inch apart. Cut out along the outer circle, and with your shears follow the radial lines to the inner circle. The edge is thus separated into vanes (Fig. 68), the ends of which must then be twisted round through half a right angle, with the aid of a pair of narrow-nosed pliers, care being taken to turn them all in the same direction. showing one vane twisted into final position.
A spindle is made out of a large pin, beheaded, the rough end of which must be ground or filed to a sharp point. Next, just break through the metal of the disc at the centre with a sharpened wire nail, and push the spindle through till it projects a quarter of an inch or so. Soldering the disc to the spindle is most easily effected with a blowpipe or small blow-lamp.
The Boiler
In the centre of the boiler make a dent, to act as bottom bearing for the spindle. From this centre describe a circle of 5/8-inch radius. On this circle must be made the steam port or ports. Two ports, at opposite ends of a diameter, give better results than a single port, as equalizing the pressure on the vanes, so that the spindle is relieved of bending strains. Their combined area must not, however, exceed that of the single port, if one only be used. It is important to keep in mind that for a turbine of this kind velocity of steam is everything, and that nothing is gained by increasing the number or size of ports if it causes a fall in the boiler pressure.
The holes are best made with a tiny Morse twist drill. As the metal is thin, drill squarely, so that the steam shall emerge vertically.
For the upper bearing bend a piece of tin into the shape shown in Fig. 67. The vertical parts should be as nearly as possible of the same length as the spindle. In the centre of the underside of the standard make a deep dent, supporting the metal on hard wood or lead, so that it shall not be pierced. If this accident occurs the piece is useless.
Place the wheel in position, the longer part of the spindle upwards, and move the standard about until the spindle is vertical in all directions. Scratch round the feet of the standard to mark their exact position, and solder the standard to the boiler. The top of the standard must now be bent slightly upwards or downwards until the spindle is held securely without being pinched.
A 3/16-inch brass nut and screw, the first soldered to the boiler round a hole of the same size as its internal diameter, make a convenient "filler;" but a plain hole plugged with a tapered piece of wood, such as the end of a penholder, will serve.
Half fill the boiler by immersion in hot water, the large hole being kept lowermost, and one of the steam vents above water to allow the air to escape.
A spirit lamp supplies the necessary heat. Or the boiler may be held in a wire cradle over the fire, near enough to make the wheel hum. Be careful not to over-drive the boiler. As a wooden plug will probably be driven out before the pressure can become dangerous, this is a point in favour of using one. Corrosion of the boiler will be lessened if the boiler is kept quite full of water when not in use.
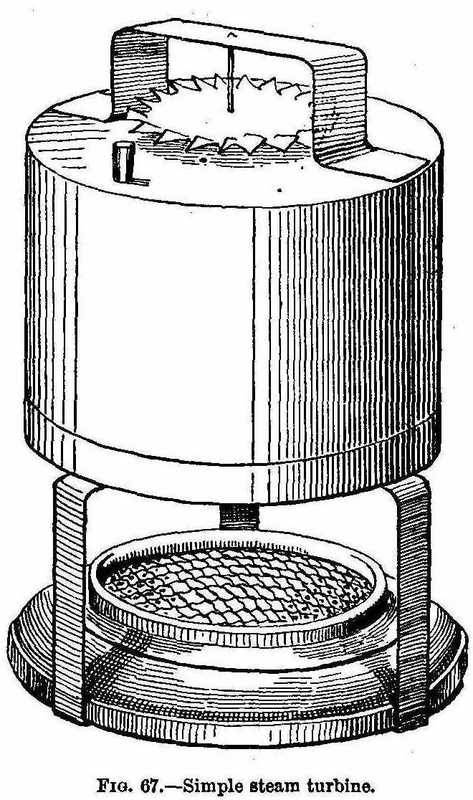
Fig. 67. Simple steam turbine.
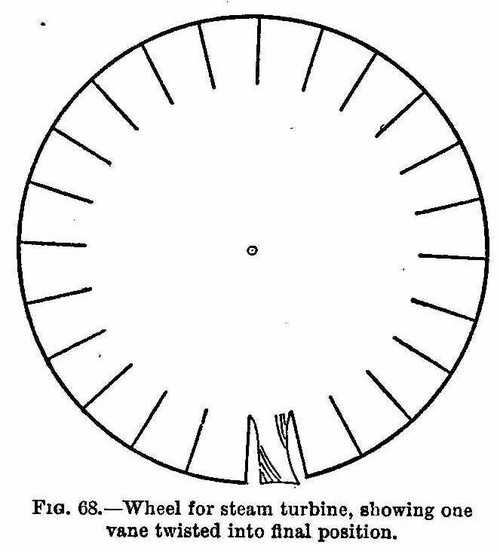
Fig. 68. Wheel for steam turbine,.
Continue to:
My Books

