419. Making A Thermit Weld
Description
This section is from the book "An Elementary Outline Of Mechanical Processes", by G. W. Danforth. Also available from Amazon: An elementary outline of mechanical processes.
419. Making A Thermit Weld
The simplicity of the equipment for thermit welding or casting makes it particularly valuable for work far removed from shop facilities. A quantity of thermit is placed in a conical, covered crucible as shown at A in Fig. 263. This crucible is made of sheet iron, magnesite lined, and the opening in the lower end is stopped by a pin resembling a long nail over which is placed a small disc of asbestos, a disc of iron and a little loose, refractory sand.
The ragged ends of the two broken parts to be welded are drilled or otherwise cut so that when in correct position there is a space of about 1/2 inch between them. They are then clamped rigidly and the break is surrounded by a close-fitting mould made up of fire bricks and baked sand shapes of the required forms to afford openings as shown at B (Fig. 263) and to allow a collar of metal to be formed partially around the break in addition to the metal which fills it. All cracks in the mould must be carefully luted with fire clay to prevent the loss of metal through them.
The crucible is now suspended so that the opening is a few inches above the pouring gate. This completes the preparations.
The first step toward the actual welding operation consists of heating the ends of the broken parts to a red heat by directing the flame of a gasolene compressed-air torch through the heating gate of the mould. When this is done, quickly stop this gate with a dry sand core made for that use, and apply a match or burning splinter to the ignition powder on top of the crucible charge. The reaction which follows evolves heat and smoke but is not explosive. It ceases after a moment, leaving the crucible full of very hot molten mild steel which is tapped into the mould by a sharp upward knock on the pin end in the bottom of the
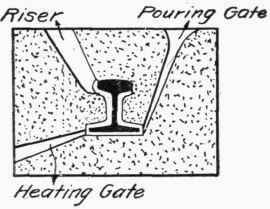
B
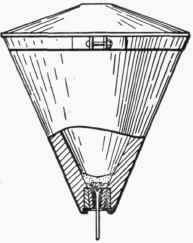
A crucible. A small quantity of slag (A12O3) formed by the reaction floats on the metal.
Fig. 263. - Moulds Crucible. Thermit Welding.
A mould may be made about a break by filling the break and the space for the metal collar with wax, around which is built an ordinary sand mould provided with the same openings shown in B, Fig. 263. This mould is contained in a sheet-iron box and the sand must be thoroughly dried. The wax is melted out when the torch is applied for heating before running the steel into the mould.
Thermit steel must run into a mould under the break and rise until the first metal, which chills in heating the mould, flows out over the top of the riser hole. This insures the thorough softening and joining of the broken parts with the molten steel which unites them.
After the weld has cooled, the mould is removed, the joint is smoothed up, and it is then annealed by maintaining a coke or charcoal fire all around it for 5 or 6 hours and allowing it to cool slowly.
Continue to:
My Books

