123. Tapping Out
Description
This section is from the book "An Elementary Outline Of Mechanical Processes", by G. W. Danforth. Also available from Amazon: An elementary outline of mechanical processes.
123. Tapping Out
It requires from 6 to 9 hours to bring a charge to the condition for tapping out. In this condition the bath of slag-covered metal contains some iron oxide and more or less oxygen, carbon monoxide, or other gases absorbed during the. process. These must be removed so far as can be done, and the metal must be re-carburized to give it the quantity of carbon needed to make the grade of steel desired. In the basic process the materials used to accomplish these results cannot be placed in the furnace in presence of the basic slag as they will reduce the phosphorus from the slag and cause it to re-enter the metal, therefore these materials are mixed with the metal after it is tapped from the furnace.
The best material for this use is ferro-manganese, as used in the Bessemer process. Calculation and experience determine the amounts of carbon and manganese needed for each furnace charge and the quantity of "ferro" necessary to give these amounts is heated and thrown into the metal as it flows into the ladle.
In some cases, the metal charge may be re-carburized by throwing pig iron into the furnace. Still another method of re-carburizing is to throw into the ladle the necessary quantity of pure coke or coal ground fine and held in paper bags, or a better way of distributing this form of carbon is to allow it to run into the ladle, as the metal runs in, from a hopper suspended above the ladle. Considerable experience is needed in using powdered carbon, to introduce the correct quantity, as some of it burns before it can be absorbed by the steel.
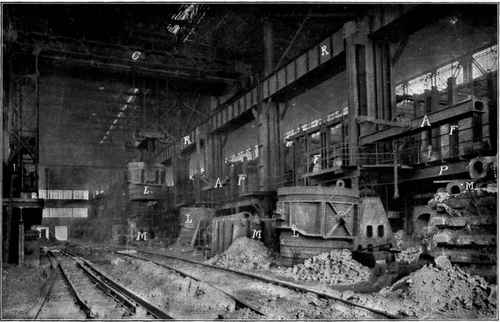
Fig. 27. - View along the "casting pit" of a set of Open-Hearth Furnaces. F, F, F, backs of furnaces above charging platform P; C, traveling crane; A, A, jib or swinging cranes; R, runway for one end of large crane; L, L, L, ladles; M, M, M, groups of ingot moulds.
The manganese in the re-carburizer decomposes iron oxide, takes up oxygen in the metal, forming MnO, which floats to the surface as slag. Its action assists mechanically in removing some of the other gases and some of the slag in the metal.
Preliminary to tapping out, a heated ladle large enough to receive the entire contents of the furnace is placed under the tapping spout. The view in Fig. 27 shows several large ladles along a casting pit adjacent to a row of iron-bound brick furnaces on the right. Fig. 28 shows the cross section of a large steel-cased ladle lined with basic refractory material. This ladle is poured, or teemed, from the bottom as shown in Fig. 25. The bottom opening is controlled by a rod A, protected by refractory brick sleeves inside of the ladle. The rod is manipulated by the handle II held in suitable guides on the side of the shell.

Fig. 28. - Bottom-Poured Steel Ladle.
A long steel bar is used to dig out the magnesite in the tapping hole. The metal flows into the ladle and nearly fills it. The slag flows from the furnace after the metal has flowed out, filling the ladle completely. Much of the slag runs over the edge of the ladle into a pit below, where it cools and is later lifted out by large hooks attached to the crane.
Continue to:
My Books

