Forging Rods For Engine
Description
This section is from the book "Cassell's Cyclopaedia Of Mechanics", by Paul N. Hasluck. Also available from Amazon: Cassell's Cyclopaedia Of Mechanics.
Forging Rods For Engine
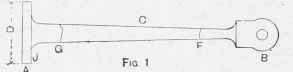
To forge the two rods shown in the accompanying dimensioned sketches, if steel were used and a steam hammer available in an engineer's shop, the webs might be drawn down from the larger ends. Iron of common quality should be welded so that the fibre in the flat ends may run lengthways of the ends; or the ends would be opened out to form the flat. Again, where there is uncertainty about exact centres, as in valve setting, welding up to length is often done after the fitting of the ends. For convenience, the web may be drawn down from both ends, and welded about the middle or towards one end. The forked ends are, when in the dimensions given by the correspondent, forged solid, and then slotted out. They might, however, be forged roughly to dimensions over a former block, leaving little to be tooled out. As a general rule, the greater the difference in the dimensions of the two enlarged ends the greater the reason for drawing down from two pieces, and then welding. Upsetting to any considerable amount is objectionable both in iron and steel.
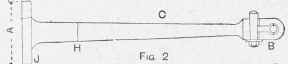
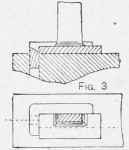
If the whole of the work must be done on the anvil without a steam hammer, make the two ends as segarate forgings, and weld the web to them with two welds (G, F) in the case of Fig. 1, and with one only (H) in Fig. 2, more drawing down being necessary in the case of Fig. 1. For the feet A, take a piece of flat bar and draw down the portion as far as II, fullering it on faces and edges alternately, and leaving the end upset for welding to the web. The inner face J is brought fairly flat by up-ending the broad face on the anvil and going over J with a hammer first, and flatter afterwards. The blows tend to make the forging strike backward, so a block (Fig. 3) must be set in the shank hole of the anvil as a support. For the other ends B, B a bar will be taken a little larger than the finished section, and the webs will be drawn down to J? in Fig. 1, and to II in Fig. 2.
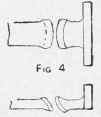
There is very little drawing down in the latter case. All the weld ends must be upset, and the joints scarfed and rounded (Fig. 4). The lengths of the welds need not exceed 11/2 in. Centre pops and a fixed trammel must be used to check the lengths during welding.
Forging Rods for Engine.
Continue to:
My Books

