Top Tools
Description
This section is from the book "The Mechanician, A Treatise On The Construction And Manipulation Of Tools", by Cameron Knight. Also available from Amazon: The mechanician: A treatise on the construction and manipulation of tools.
Top Tools
Plate 20 contains a number of sketches of shapers for small work; in this Plate, Fig. 202 denotes a top rounding tool that may be used in the usual manner with another bottom rounding tool, for rounding small work to a cylindrical form; or the top tool may be separately used for producing work of semicircular section, usually named half-round. When such a form is required, the work is put upon an anvil or some other convenient flat surface, instead of into an ordinary bottom rounding tool; the top tool is then applied with hammering, to produce the required half-round shape.
Plate 20
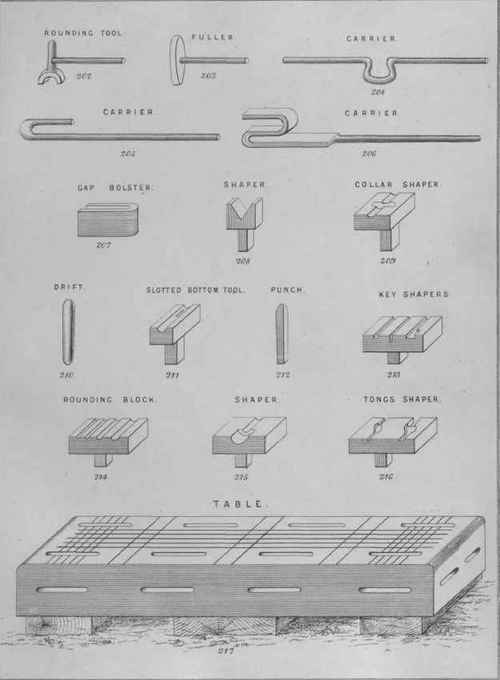
Top tools are used also for curving those two sides of a flat key which are named the edges, when keys of this form are required.
Such top tools are very durable when made of Bessemer steel, and can be easily formed by splitting open one end of a piece, with punching a small hole at a short distance from the extremity, in the usual manner, and afterwards shaping the two ends thus produced, until the desired concave form is obtained. The required curve is effected with hammering the work while it is on a piece of round iron or steel, whose diameter is suitable for producing the desired curve in the tools being made. During the shaping of the curve, the round iron or steel is supported in any convenient gap, or in a pair of angular gaps similar to those in the two blocks shown in Fig. 142.
Another mode of making top rounding tools consists in forming the curved or fork portion of steel, and welding a piece of iron of any desired length to the steel fork part. The straight soft iron portion is therefore that which receives the hammer; and when any of the thin pieces become detached from the top of the tool during the usual hammering, the mischief resulting through the pieces being driven about is not so likely to be as extensive as when the entire tool is made of one piece of brittle steel. But now that a soft Bessemer steel is attainable, the complete tool can be made without any joint
The upper extremities of all top rounding tools should be curved; and, in all other tools, rods, or bolts that are intended to sustain a severe hammering, the extremities that receive the hammer should be also curved, by which the desired shape is retained a greater length of time. The curved outlines of such extremities are clearly shown in the larger sketches of this class of tools in Plate 7.
Plate 7
The smoothing of the gaps of rounding tools is done with half-round or round files ; the tool is next hardened and tempered to that degree which the particular piece of steel requires, to prevent it breaking with the ordinary hammering. The upper ends of such tools do not require any hardening process.
Continue to:
My Books

