Slide-Rest Tools And Gauges For Planing-Machines
Description
This section is from the book "The Mechanician, A Treatise On The Construction And Manipulation Of Tools", by Cameron Knight. Also available from Amazon: The mechanician: A treatise on the construction and manipulation of tools.
Slide-Rest Tools And Gauges For Planing-Machines
The slide-rest tools shown by Figs. 427, 428, 429, 430, 431, 432, 433, 434, 437, 438, 439, 449, 450, 451, 452, 453, and 457, are used in all slide-rests, whether belonging to lathes or any other machines; but the implements to be here mentioned are specially suitable for all shaping-machines and planing-machines, small and large; the implements being both small and large, to suit all sorts of work.
Plate 53
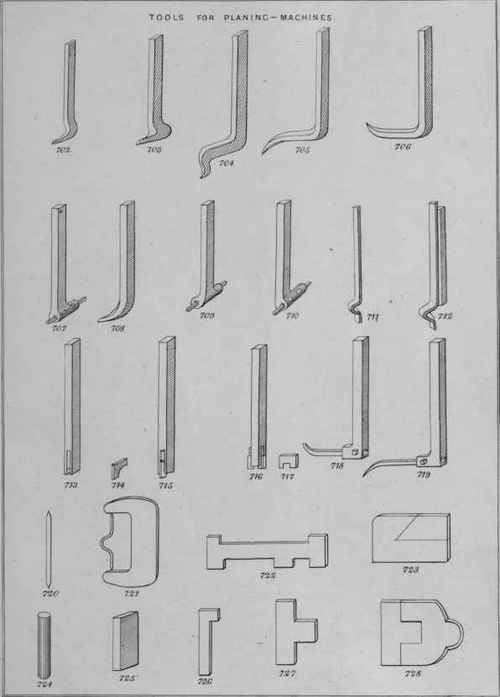
Cutting tools for planing-machines are represented in Plate 53. In this Plate, Figs. 702 and 703 represent facers, or slicing tools. These are the most useful and numerous among all other classes of planing tools, being required for nearly every object which is to be machine-planed ; and a great number of articles are entirely planed with facers only. Fig. 702 is a thin facer, and is suitable for either cast iron, forged iron, or steel, with a slight diiference if the tool is specially required for steel, for which metal the cutting end is rather thicker; therefore a facer is suitable for steel after having been worn, and thereby shortened at the cutting part. Fig. 703 is a thick slicer or facer, and is pre-eminently adapted for removing thick slices from hard iron and steel, because the hump situated behind the cutting part renders the tool very strong, less liable to quiver while cutting, and also absorbs the heat generated by the friction of a thick or long cut. Facers are also termed roughing tools, but they are, in most cases, used to remove slices for both roughing and smoothing objects to their finished dimensions; and for the sake of distinction such tools are named facers. They are used in every machinist's factory for all planing of surfaces, whether of iron or steel, if the surfaces being produced are parallel to the face of the planing-table. A facer for planing brass and gun-metal, is merely a tool having a straight, tapered, and pointed cutting end resembling Fig. 427. Facers, and also every other class of slide-rest tools, possess what are termed stalks, or stocks; the stalk of any tool being the long straight portion which is gripped in the tool-holder of the machine.
The cranked tool shown by Fig. 704 also is a facer, and is provided with a cranked end to make the cutting part reach forward, to cause it to plane a long or broad object which is too large to pass between the two standards of the machine. Another mode of planing large surfaces of this class, consists in attaching a tool-holder of great depth to the slide-rest; such a tool-holder or tool-box is of sufficient depth or thickness to place the tool forward the required distance from the standards, the tool used being any ordinary facing tool, such as Fig. 702 or 703.
Fig 705 denotes a gapper or gapping-tool, which is cranked sideways instead of forward, being bent in the direction of length of the carriage. Such tools are provided either with straight cutting parts for planing brass and gun-metal, or with bent ends similar to that shown in
Fig. 702 for iron or steel. Such a tool may be cranked either way, either towards the front edge of the table, or towards its back edge, the tool being made to suit its special work. These tools are required for planing portions of objects which are too large to be planed with the machine without such a tool, such portions extending beyond the table's edge or edges. They are also required for planing the rectangular grooves of guides, and for dove-tail grooves; also for guide-blocks, whether dove-tailed or rectangular. Fig. 706 represents a bent tool of this class which is specially adapted for planing the under sides of dove-tailed grooves, and also right-angular ones; these under sides or surfaces being inaccessible to any other sort of tools.
Fig. 707 indicates a stocker or stock-tool. Such a tool consists of two principal pieces - the stock and the cutter, the stock being that which resembles the analagous part of any other slide-rest tool, with the addition of a tubular boss at one end to contain the cutter. Such a tool is a sort of facer, and is advantageous for an easy mending of the cutter; through this being merely a straight piece of steel, it is repaired after being worn or broken, by merely grinding it with a grindstone; and the cutter is unfastened and refastened when necessary, by means of steel fixing screws in the boss. Stockers are used by only a few machinists, and are principally suited to small work. The chief characteristics of a good stocker are these: - The stock and its boss are solid together, and are of steel, the boss being of great length that a long bearing may be provided, and at least two fixing screws inserted, as shown in the Figure. The cutter should in all cases be of triangular section, so that by grinding, a cutting point may be formed which resembles the points of the universally used facers, shown by Figs 702 and 703. To grip the three-cornered cutter, either a steel gripper is necessary, having an angular groove which fits one corner of the cutter, or the fixing screws must be so placed in the boss that their lengths are at right-angles to the upper flat surface of the cutter while in position for work, in which case, no separate gripper in the boss-hole is required; but in either case, the boss-hole should be amply large enough where the screw-points intrude, the hole being made so that only its two bottom sides shall be in immediate contact with the cutter. When a stock-tool is to be used for smoothing, it is only necessary to slightly curve the cutter's point while sharpening it; but neither stock-tools, nor facers of any other class, need be employed for polishing, because a springy tool is preferable. The stock-tools shown by Figs. 709 and 710, are those having their bosses extending from the sides, instead of being in line with their stocks ; these are for reaching into corners, and the stock may be bent, to produce a long arm, similar to that in Fig. 705, if such an arm is required.
A right-hand corner tool is denoted by Fig. 708, which shows the form of tools everywhere used for brass and gun-metal, and occasionally for iron.
Springy tools are indicated by Figs. 711 and 712. The steel used for these tools is a thin bar-steel, which is only as thick as the spring or cutting end ; by this means, the reducing of a thick bar is avoided. Fig. 712 shows a thin springy tool in front of a packing-piece or pieces; the packing being required to occupy the space usually occupied by the stock of another tool. In some cases it is convenient to put the tool behind the packing instead of in front. Springy tools of this class are used for polishing; and for a few other varieties of work which will be mentioned.
Slotted stock-tools are represented by Figs. 713, 715, and 716. These are very useful for grooving, planing gaps which are narrow but deep, and for shaping bottoms of grooves to any precise shape required. In the Fig. 713, a stock without its cutter, is shown, and the cutter-slot is long enough for both a key and cutter. The bottom side of the slot is a quarter or five-sixteenths from the bottom of the stock, consequently, the metal is about a quarter thick, although the mouth or front of the slot is enlarged for a short distance, to provide a firm bearing for the broad sides of the cutters. A stock of this sort will admit a large number of cutters of various shapes, and which may extend various distances beyond the stock's side, to suit many sorts of work. The cutting edges of the cutters may be curved, if necessary, either inwards or outwards, or may be straight, as in Figs. 714 and 716 ; or a straight tooth having a vee-point, may be keyed in, to plane a surface which is at right-angles to the planing-table. Fig. 714 denotes the cutter for Fig. 713, and the cutter keyed in, is shown by Fig. 715. Another sort of cutter, to cut on both sides of the stock, is denoted by Fig. 717, and in Fig. 716 the cutter is seen in its place.
The gappers indicated by Figs. 718 and 719 may be termed right-handed stock-tools; in these the cutters are similar in shape to other corner tools, but are held in the bosses of the stocks instead of being gripped in the tool-holder. A gapper may be either right-handed or left-handed, according to the particular position in which it is fastened in the tool-box; it may also be fixed to perform the work of an ordinary facer, having a small cutter of suitable shape for the purpose fixed in the boss.
Continue to:
My Books

