Hydrogen Welding
Description
This section is from the book "Welding And Cutting Metals By Aid Of Gases Or Electricity", by L. A. Groth. Also available from Amazon: Welding and cutting metals by aid of gases or electricity.
Hydrogen Welding
The application of hydrogen to welding was introduced a few years since by L'Oxhydrique Internationale, Societe Anonyme, Brussels.
To effect a satisfactory hydrogen weld it is necessary to obtain not only a complete absorption of the oxygen by the hydrogen, but also an absolutely homogeneous flame.
At first it was suggested to obtain this by means of a blowpipe. The fear of an explosion taking place prevented, however, for a long time, to carry this suggestion into effect. It was found advisable to mix the two gases before the inflammation, for which purpose they were separately conveyed in parallel or slightly converging tubes to the burner. It is easily understood what an unsatisfactory flame would thereby be obtained.
The proposal by L'Oxhydriqne, in 1901, to mix the two gases in the body of the blowpipe aroused considerable interest, as it really created the autogenous welding, soon followed by substituting the hydrogen with acetylene or other suitable combustible gases.
The gas of combustion is always oxygen, which may be obtained direct from the atmosphere, in which case it remains mixed with nitrogen, while the combustible gas is hydrogen, or acetylene, coal gas, and the like.
The molecules of the oxygen and the combustible hydrogen arrive at the flame entirely mixed in the proportions desired to produce a perfect combustion, for which purpose is required one volume of oxygen to four or six volumes of hydrogen.
But a certain mixture of hydrogen and oxygen forms an explosive gas, which must as far as possible be prevented. This is easily done by giving the mixture of gas a velocity superior to the rapidity of the spreading of the flame. It is well known that the total mass of a mixture of explosive gas, contained in a tube, does not ignite instantaneously. If combustion is caused at one of the extremities of the tube, the burning of the mass spreads with a certain velocity, increasing as the square of the section of the tube. If, therefore, the gaseous mixture appears towards the point of ignition with a greater velocity than the propagation of the flame, then the fire does not reach the inner part of the tube. This may, no doubt, seem a simple discovery, nevertheless it is worth consideration.
It happens sometimes, however, that the velocity of the current decreases by reason of some momentary incident; for instance, if the welder brings the burner of the blowpipe too close to the weld, if it is brought into contact with the rubber tubes, or if the pressure regulator does not act. The result will be an interior combustion. It is an incident like those which always will happen, but of no importance or danger whatsoever, causing an interruption in the work for less than two seconds, as the flame reignites immediately by itself.
In order to avoid this small annoyance a special mixing apparatus, M (Fig. 82), is employed. It consists of a chamber filled with water to maintain a low temperature, or any other suitable material able rapidly to absorb the heat, and a finely-drawn metal spiral. The mixture of the gases takes place in the spiral in the same manner as in the blowpipe, becoming warmer and warmer. The surface as well as the diameter of the spiral must be calculated, so that in the event of an explosion taking place in the interior the flame should instantly be extinguished by the exterior colder temperature. Furthermore, to increase the safety in the case of the flame not being put out, the volume of the spiral is such as to prevent the gases passing out from the mixing chamber completely burning, to reach either the blowpipe or the rubber tube connecting the mixer with the blowpipe. In the case of an explosion taking place, the combustion ceases immediately, the flame is extinguished, the gases produced escape, the combustible gases revive instantly, and the flame is ignited by itself. Fig. 82 illustrates a complete oxy-hydrogen welding plant.
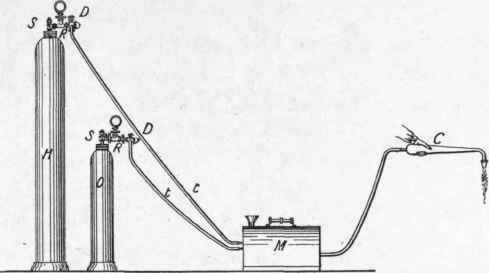
Fig. 82.
The blowpipe introduced by L'Oxhydrique under the name of Pyrox, and patented in almost every civilised country, has during its existence of five years proved to be entirely satisfactory in its action, no accident whatever having occurred during the operations with same, which speaks greatly in favour of its safety and ability of keeping a homogeneous composition of the flame; besides, it is light in weight and easy to handle.
The extent of the hydrogen welding may be judged from the production of the gases required; for instance, the L'Oxhydrique Internationale, at Brussels, produce per day at their works 200,000 litres of oxygen and 400,000 litres of hydrogen. The L'Oxhydrique Francaise, Paris, at their works at Saint-Andre'-lez-Lille (Nord) ; Beauval, by Trilport (Seine-et-Marne) ; Villeurbonne (Rhone) ; and Montbard (Cote-d'Or) produce per day more than 600,000 litres of oxygen and 1,200,000 litres of hydrogen. The gases are compressed at 125 atmospheres and delivered in ordinary steel cylinders, which latter are previously tested at 250 atmospheres' pressure.
The preference given to hydrogen welding, particularly on the continent of Europe, is attributed to the following facts, as summarised by L'Oxhydrique Franchise : -
Continue to:
My Books

